

JX300ϵ��׃�l�����z�C����һ
JX600ϵ��׃�l����ֱ�����z�C�ϵđ���
һ��ǰ��
�ڽ�����Ʒ���a���ӹ��У�ֱ�Mʽ���z�C�dz��õ�һ�N�����O�䣬����ǰͨ��������늄әC�M������늙C�팍�F��������Ƶ��`���ԡ��Ԅӻ��̶ȼ��ܺ��ϣ����y�Ŀ��Ʒ�ʽԽ��Խ���m���ИI�İlչ���S�����Ƽ��g��׃�l�{�ټ��g�Ĵ����ƏV��׃�l�����_ʼ��ֱ�Mʽ���z�C�д���ʹ�ã�ϵ�y���ɽ���PLC�팍�F���z�ٶȡ�Ʒ�N�O�����^���]�h���ơ����L���Ƶȹ��ܡ�
ֱ�Mʽ���z�C�����ɶ��_����늙Cͬ�r�����ٽz�M�����죬���I��Ч�ʺܸߡ����ڲ��P䓽��ٽz���Ա��^���࣬�Ҳ����S䓽z��ģ���ȴ����������������^�������࣬�ʇ���Ҫ����ٽz�ڸ���ģ���о��ٶ�ͬ�����@�ӣ�������늙C��ͬ���������ܡ��ٶȷ��B�����Լ�늙C�ĄӑB푑��Ŀ��������^�ߵ�Ҫ��
�S��׃�l���g�Ŀ��ٰlչ��׃�l�������z�C�ϵđ���ҲԽ��Խ�V�������錣�I���a������׃�l���ļ���늚����_�l��JX600ϵ��׃�l���������z�C�ϵõ��˳ɹ��đ��á����`�C����ͨ�^һϵ�еļ��g��늿ش�ʩ�������������z�C��ͬ�����ȣ���������z�C�����aЧ�ʣ����������z�����a�ɱ���
�������z�C�Ĺ���ԭ��
����ֱ��ʽ���z�C�M��ˇ�������D��ʾ���^�ֵ�䓽z�ķž��C�ų������^1#���zģ���p�@��1#��Ͳ�ϣ������ν��^2#��N#���z�Cģ����Ͳ�������γ��^����䓽z���@���վ��C�Ĺ���݆�ϡ��ڃɂ������ľ�Ͳ֮�g�O�Џ����{�C݁�������{���ɾ�Ͳ�g䓽z�ď��������C䓽z�����Εr����z�����ھ�Ͳ�g䓽z�����Εr����һ�lֱ�����ʷQ���ֱ��ʽ���z�C�M��
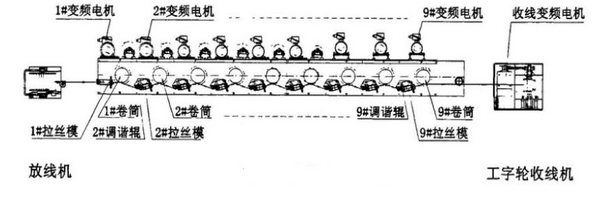
�Dһ ֱ��ʽ���z�C�M��ˇ����
ֱ��ʽ���z�C�MҪ����ɿ��ظ������Σ����Ҫ�����C���zģ����̎䓽z��������ȡ��D����ֱ��ʽ���z�C�M����ʾ��D��Ҫ���C��������ȣ��t��횝M�㣺
S1V1=S2V2����=SnVn
��(1-q1)V1=(1-q2)V2=����=(1-qn)Vn
���У�S1��S2����Sn ������zģ����̎䓽z�Ľ���e��
V1��V2����Vn ������z�Cģ����̎䓽z��ǰ�M�ٶȣ�
q1��q2����qn ������z�Cģ�ĉ��s��
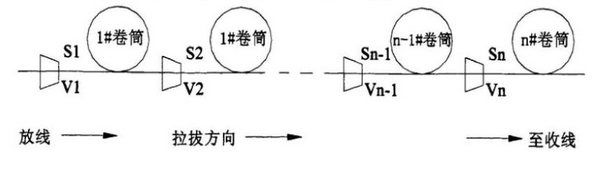
�D�� ֱ��ʽ���z�C����ʾ��D
�������z�C늿�ϵ�y�M��
��늿�ϵ�y��Ҫ��׃�l����PLC��HMI�˙C�Ѻý���M�ɡ�ÿ����Ͳ늙C����JX600ϵ��׃�l���ӣ�PLC�������T��S7-200������MODBUS������HMI�˙C�Ѻý����������ͨ�B12��Һ���|������
�˙C������Ҫ���F��ˇ�������O�����O�أ�ͨ�^485�cPLCͨӍ��PLC��ԓ����ϵ�y�ĺ��ģ�ͨ�^�˙C�Ѻý����O���Ĺ�ˇ������������������ȵ�ԭ�t��Ӌ�����Ͳ׃�l���Ļ����ٶȽo�����ڃɂ������ľ�Ͳ֮�g�O���{��䓽z�������{�C݁������λ�Ƃ������z�y�{�C݁�ęCеλ�ƣ�ʹ��ݔ�����Ե�0-20mA����0-10V�������̖��ԓ��̖ͨ�^MODBUS���^�̔���ͨ���M�б�Ҫ���_�h�����\���c����Ͳ׃�l�����ٶȻ����o����̖�ϳ�̎��������o���ƾ�Ͳ�ĸ�׃�l����ʹ����Ͳ�ٶȇ���ͬ�����_��䓽z�ڵ��١����١����١��p�ټ����م^����z��������Ρ�
�ġ����z�C늚���ƌ�׃�l����Ҫ��
1��Ҫ��׃�l���Ć������ش����z�C���ڴ�T���O�䣬�ڵ��ٕr������������Ҫ��׃�l�����ӕr����150���D�أ�ʹ����Ͳ�چ��ӕrͬ����
2��Ҫ��׃�l�������^�ߵ��D�پ��ȡ����z�C���ڸ߶�ͬ������ϵ�y�������a�^���У�����䓽z�������ϵĴּ�������ģ�ߵ�ĥ�p�������¾�Ͳ�g�����ӑB׃�����@Ҫ��׃�l�����ٲ��ʴ_푑�������׃�������֏����㶨��
3��Ҫ��׃�l��ͨӍ���ܡ������z���a�^���У��˙C�Ѻý�����Ҫ�r�r�xȡ׃�l��ݔ��������\���l�ʡ�ݔ���D�صȅ������F�����˿��Ը����@Щ�����Д����z���a���\�Р�r��������aЧ�ʡ�
�塢JX600ϵ��׃�l��ᘌ����z�C�����c
�ҹ�˾���a�� JX600 ϵ������]�hʸ����׃�l�{�����x�����µĹ���ģ�K�����M��DSP���ƣ����Ã��������ʸ�����Ʒ�ʽ�����о��ȸߡ������͡��D�ش����ܿɿ������c���m�������ஐ��늄әC�ğo���{�١�ᘌ��������z�C�F�е���r��ԓϵ��׃�l�������������ܣ�
1�������~���D��ݔ�����d�����������ٕr���_��180%���~���D��ݔ�����������ƽ������������ɿ������~������ԃȡ����L�˙C�S���X݆��Ƥ���șCе����ʹ�É������p���˾S���M�á�
2�������Ԅӹ����\��ģʽ���Ԅ��{��׃�l����ݔ��늉�������Ч������10%���ϡ����������^�ߣ����_��95%���ϡ�
3�������D�����������ܣ��Ӝp�ٕr�g���{�������F�����z�C�\�Р�B�{��ݔ��늉������FС�ě_�������С�Ļ���늉���
4������MODBUSͨӍ���ܣ���ͨ�^ͨӍ��ʽ����׃�l���Ć�ͣ���\���l�ʣ����xȡ׃�l�����\�Ѕ�����
5�����и��N���Ƶı��o���ܼ������\��ϵ�y�������^늉����^�����ʧ�ٱ��o�ȹ��ܣ��^�d�����������ҿ��{��
6��ʹ�÷��㣬���b���Ρ��бڒ�ʽ���b�����ʽ���b���������ʽ���b��ֱ�ӷ����ڵ����ϣ�����Ҫ�κΰ��b�������b�á����w�����І�ͣ���o���{�����o����ֱ��ʹ�ã���늉�����������@ʾ���\�С�����ָʾ���Ɍ��r�Oҕ�F��늉�����������z�C�Ĺ�����B��
���JX600ϵ��׃�l���ɝM�������z�C�ϵ�늚⹝�ܼ����N���a��ˇҪ�����Ҫ��
�������z�C����ϵ�y�����c����ָ��
1���\��ƽ�����������{������С�����ٶȿ��_ 200-300�� / �� �������Cе���ܣ���
2���� PLC �����£����F�ɽ���׃�l������������늙C��ƽ���o��׃�l�{�١������_�P��߉�M�Ϲ��ܣ�����ʹ���`����㡣
3���������12���|���������N����ֱ�^�����Ρ�
4�������z�^�ɪ������ӡ�ֹͣ���{�١����νz�^�����ɽM��ʹ�á�
5�����^�O�е����c���_�P���Ɍ��F���������c�ӡ��������Ӻͷ����ӹ��ܣ��˽z�ӹ��ܡ�
6���o���ӛ_�������������늾W���ؓ�d늉����ӡ��������늉����S�r�^�졣
7�����ה�ӛ��������������Ӌ���Ӌ�����ܣ�����ʹ�á�
8�������^����Ƿ����ȱ�ࡢ�^�d���o�ȶ�헹��ܡ�
9���̾���ͣ���ྀ���ܣ�ÿ���z�^�o���x܇���ܡ�
�š��Y���Z
ֱ��ʽ���z�C늿�ϵ�y�F��Ͷ��ʹ�ã����\����r�������������У����Ʒ����ɿ����������㣬�_���OӋҪ���ܵ��Ñ����u��
